全國咨詢熱線:
029-88638595
029-88638595
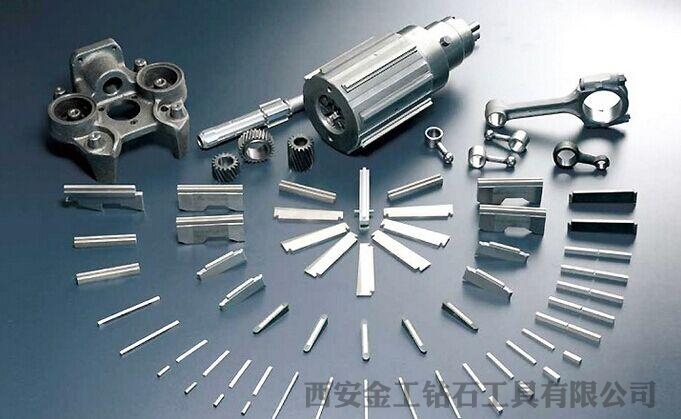
金剛石珩磨油石條:金剛石珩磨是一種采用金剛石珩磨條進行絎磨內孔的精密加工方法。與普通磨料珩磨比較,它具有效率高、質量好、勞動強度低、經濟效果好等優點。金剛石珩磨的工作原理和普通的珩磨一樣。金剛石珩磨油石的粒度選擇主要由工件材料,加工效率和光潔度要求而定,目前國產人造金剛石珩磨油石粒度范圍在80#~~W5,常用的是120#~~W40。在幾級珩磨時,粒度不可相距過大,應保證后道工序能很快消除前道工序的磨痕。

我公司生產的金剛石珩磨油石使用青銅結合劑,金剛石濃度一般采用125%
微進給速度主要由于工件材料的性質和珩磨油石的特性以及加工情況來決定。對于鋼質工件,可磨性差的,微進給速度慢一些;對于有色金屬和鑄鐵,微進給速度可快些。珩磨油石和工件接觸面大,速度宜慢,反之宜快。必須根據實際情況來選定。

珩磨油石的超程量太大,宜造成喇叭口;超程量太小,工件會產生腰鼓形。對某一具體工件,超程量應通過試驗決定,一般選為油石的1/3.
無進給珩磨時的冷卻非常最要,目前一般采用煤油。冷卻方式有單管直澆方式和環形沖洗方式。

聯系人:吉先生
聯系電話:13991830157
座機:029-88638595
郵箱:jingongzuanshi@126.com
地址:西安市蓮湖區豐禾路付282號